



In the aerated concrete block production line, the block separator is a crucial equipment that plays a pivotal role in ensuring product quality and smooth operation of the entire production process. Aerated concrete blocks, due to their lightweight, insulation, soundproofing, and other superior properties, have found widespread application in the construction industry. However, during the production process, after the autoclaving stage, some blocks may adhere to each other due to the effect of water vapor or contact pressure among blocks. This not only affects the aesthetic quality of the products but also potentially causes blockage during packaging, thereby hindering production efficiency and reducing product yield. Hence, the significance of the block separator becomes all the more evident.
Detailed Introduction of Block Separator Equipment
1.Working Principle
The block separator is typically installed on the conveyor belt after the autoclaved blocks exit the kiln. When adhered blocks enter its operational area, the equipment applies mechanical or pneumatic force to separate each block individually. This process requires sufficient strength to disengage the adhered blocks while avoiding any damage to the blocks themselves.
2.Structural Design
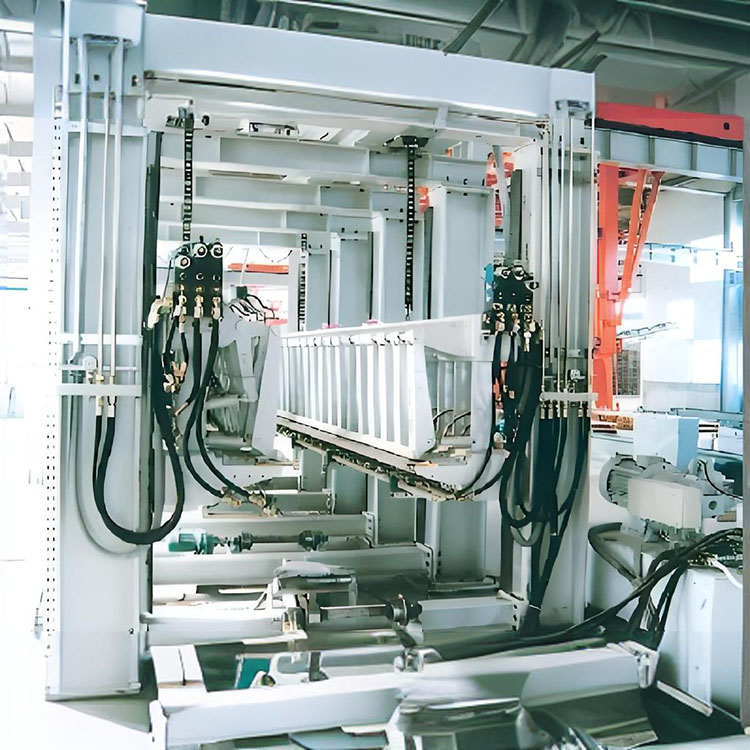
Frame and Transmission System: The block separator features a robust frame design to ensure stable operation. The transmission system, commonly driven by an electric motor, utilizes chains, gears, or belts to power the separation mechanism.
Separation Mechanism: The heart of the block separator, this component can vary based on design specifics, including sets of rotating paddles, vibrating separation plates, or specially shaped fixtures. Guided by the control system, these mechanisms precisely align and separate adhered blocks.
Control System: Modern block separators are equipped with advanced control systems incorporating PLCs (Programmable Logic Controllers) and sensors. These systems monitor the position and status of blocks in real-time, automatically adjusting the separation mechanism's actions for precise separation.
3.Performance Characteristics
Efficient Separation: Quickly and accurately separates adhered blocks, enhancing production efficiency and product yield.
Low Damage Rate: Optimized separation mechanism design and control strategies minimize physical damage to blocks.
High Automation Level: Integrated advanced control systems enable automated operation, reducing manual intervention and labor intensity.
Easy Maintenance: Rational structural design facilitates routine maintenance and upkeep, lowering maintenance costs.
4.Application Effects
By implementing the block separator, the percentage of waste and defective products caused by block adhesion can be significantly reduced, improving product quality. Additionally, it ensures smooth operation of the packaging line, averting downtime due to blockages, thereby enhancing overall production efficiency and economic benefits.
In conclusion, the block separator is an indispensable piece of equipment in the aerated concrete block production line. Its efficient and precise separation capabilities are crucial for guaranteeing product quality and the stable operation of the entire production line.





